聯係我們
聯係我們 關注微信
關注微信



 首(shǒu)頁
首(shǒu)頁客(kè)戶案例
家(jiā)具(jù)行業案例
發布者: 91香蕉视频下载污安卓 時間(jiān):4/20/2022 5:04:33 PM
目前,在金屬家(jiā)具行業(yè)中,製作一個金屬支架,傳(chuán)統工藝需(xū)要(yào)7道工序:鋸切下料,車床加工,加工斜麵,鑽孔位(wèi)置打(dǎ)樣衝眼,鑽孔,清洗,焊(hàn)接。
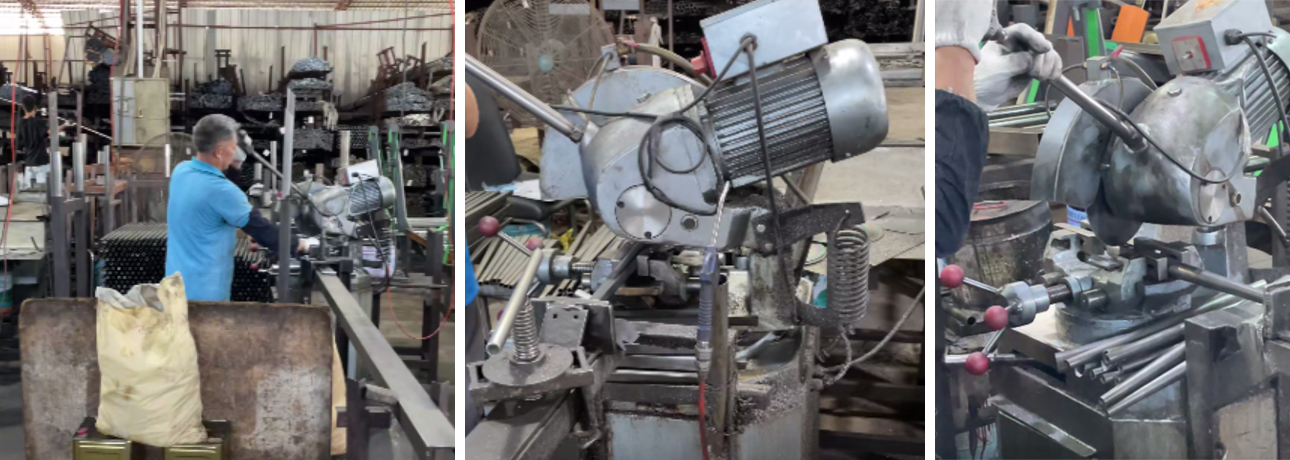
在原來多道傳統工序中,是存在行業痛點的。
1. 小管加工易變形:
家具行(háng)業(yè)的金屬管材,尺寸規格多,以小(xiǎo)管為主,管材厚度在0.5-1.5mm之間(jiān),所以管材本身的剛(gāng)性強度低,容易受外力變形。傳統的加工工序,如鋸(jù)床下料、鋸(jù)床加工截麵(miàn)和斜(xié)麵、衝床衝孔、鑽床鑽孔等,均是通過外力擠壓,管材(cái)接觸麵(miàn)易變形,再加上多工序多人的加工流程,往往到最後的成品階段,管材表麵已經被劃傷甚至是變形,都需要二次人工修複(fù),耗時費力。
2. 加(jiā)工精度差:
金屬家具管材傳統(tǒng)加工方式下,是無法保證管材的整體精度的。無論(lùn)是鋸床、衝(chōng)床還是鑽床(chuáng)等(děng)設備加工(gōng),都存在加工(gōng)誤差,特別是自動化控製程度低的加工設備,工序轉序越多(duō),加工誤差累積越大。上述加工方式均需要人為幹預加工過程控製,人為誤(wù)差(chà)會疊(dié)加到最(zuì)後的產(chǎn)品精度誤差中。所以傳統(tǒng)多工序加工方式的產品精(jīng)度是沒有可控和保證(zhèng),到最後成品階段(duàn),人工修修補補是常態。
3. 加工效率低:
(1)鋸床對於多根管材的同步截斷斜切具有一定優勢,但是對於管材的開口(kǒu)切割效率低,需(xū)要改變鋸片的切入角度和(hé)位置,進行多次定位切割,既沒有效率又沒有可控精度。
(2)衝床對於圓孔、方孔這類(lèi)標(biāo)準型形狀孔(kǒng)的(de)批量衝(chōng)壓可以(yǐ)體現其效(xiào)率,但(dàn)家具行業管材拚接位與孔口類型需求多,如果都用衝床,則(zé)需(xū)要花費巨大的模具成本(běn)。
(3)鑽床一(yī)般隻可以加工圓形類孔,局限性較大。每一道工(gōng)序(xù)的加工限製和低效率,造就了整體產品產出的(de)低效率(lǜ)。
4. 人工成本高:
對於傳統工藝來講,一道(dào)工藝,一台(tái)設備,標配(pèi)一人(rén)操作與(yǔ)值守,如果產量更大,一道工具就需(xū)要配多台設(shè)備(bèi),同時配多個員(yuán)工操作,無形中對人工依賴程度高,而且難以推行標準化生產。如今,隨著行業轉型、人工成本上(shàng)漲,許多企業老板都有同感,工人流動性大,難請難管理,工資越來越高。
5. 產品質量(liàng)差:
管材加工完成後的精度和質量(liàng)都直接影響最後(hòu)成品的(de)效果。毛刺、加工周邊變形、管材(cái)內壁髒汙等這些對於高端家具製(zhì)造都是不允許的。然而(ér)無論(lùn)是(shì)鋸床切斷、衝床(chuáng)衝壓,還是鑽床鑽孔,無疑(yí)在加工管(guǎn)材後這些問題都會暴露無遺。後續工序的人工去毛刺、修整、清潔工作避免不了。
6. 靈活性嚴重不足:
現在消費者的需求日趨個(gè)性化,所以以後的家具設計肯定也是(shì)日趨個性化設計,而傳(chuán)統的(de)鋸床、衝床、鑽床等(děng)設備老套,簡單的工藝不能支(zhī)持新設計及創作靈感照進現實。傳統加工(gōng)模式的低效率、劣質(zhì)、高成本缺(quē)點會嚴重阻礙新產品的研發產出步伐,給占領市場先機拖後腿。

捷(jié)泰克激光切管機的全新換代,為以上家具行業痛點提供了很(hěn)好的解決方案,可替代(dài)傳統剪、衝、鑽、鋸等方式。三維切割能同時解(jiě)決切斷、開孔、弧口、開槽等工藝。此外,光纖激光高效的光電轉(zhuǎn)換效率(lǜ),卓越的(de)光束質量,高聚焦密度的激光能量,精細的切割縫(féng)隙(xì),在家具行業(yè)管材加工上可以大顯身手。
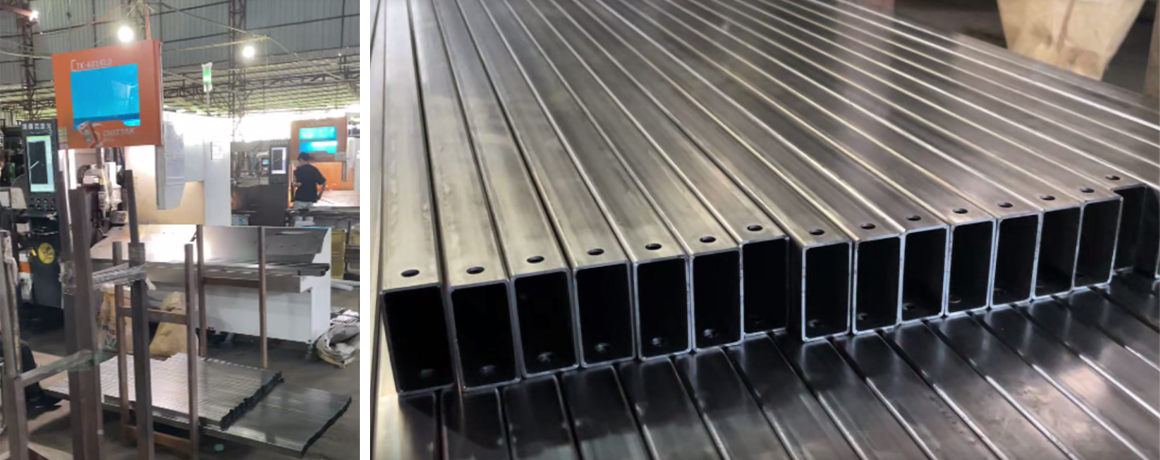
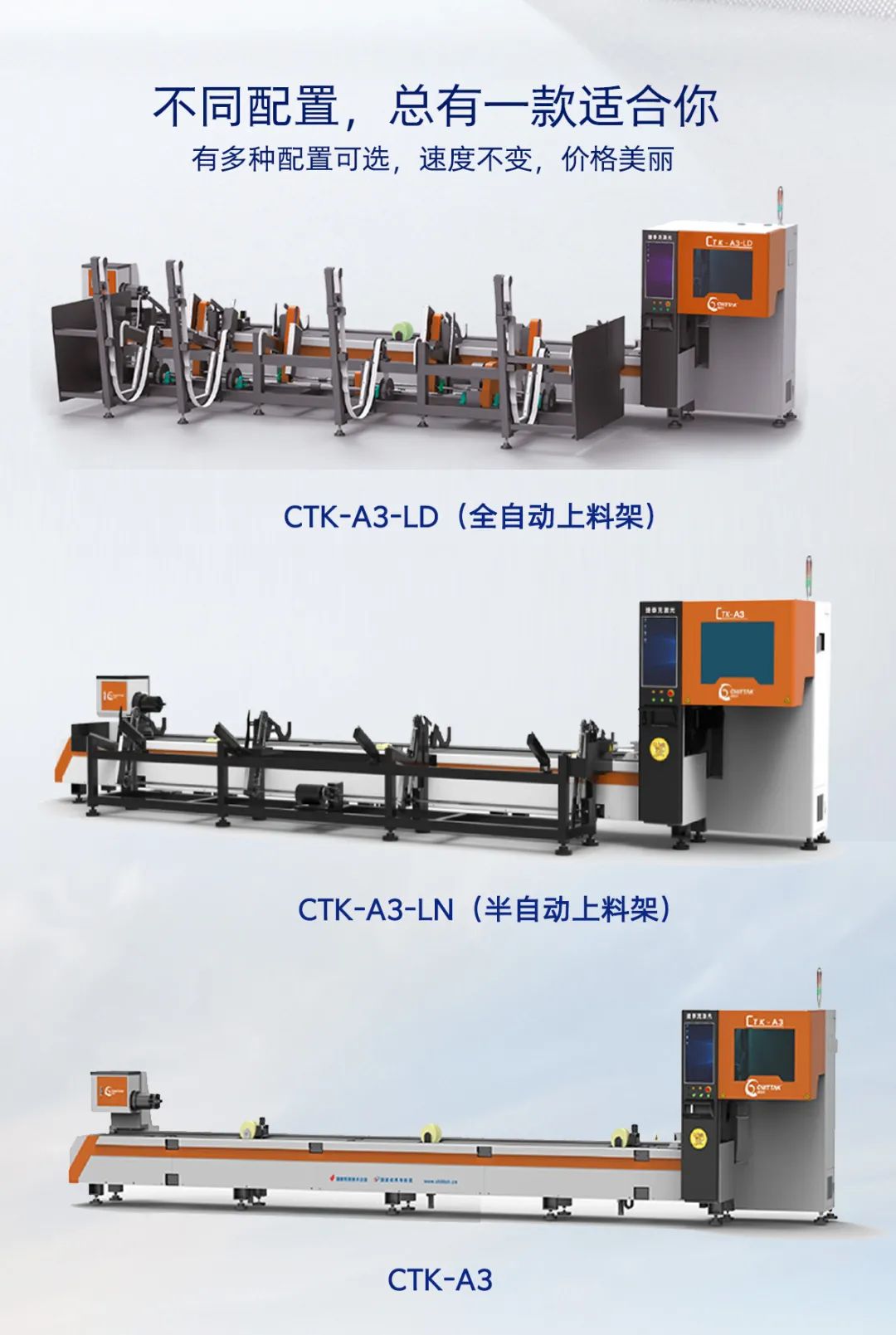
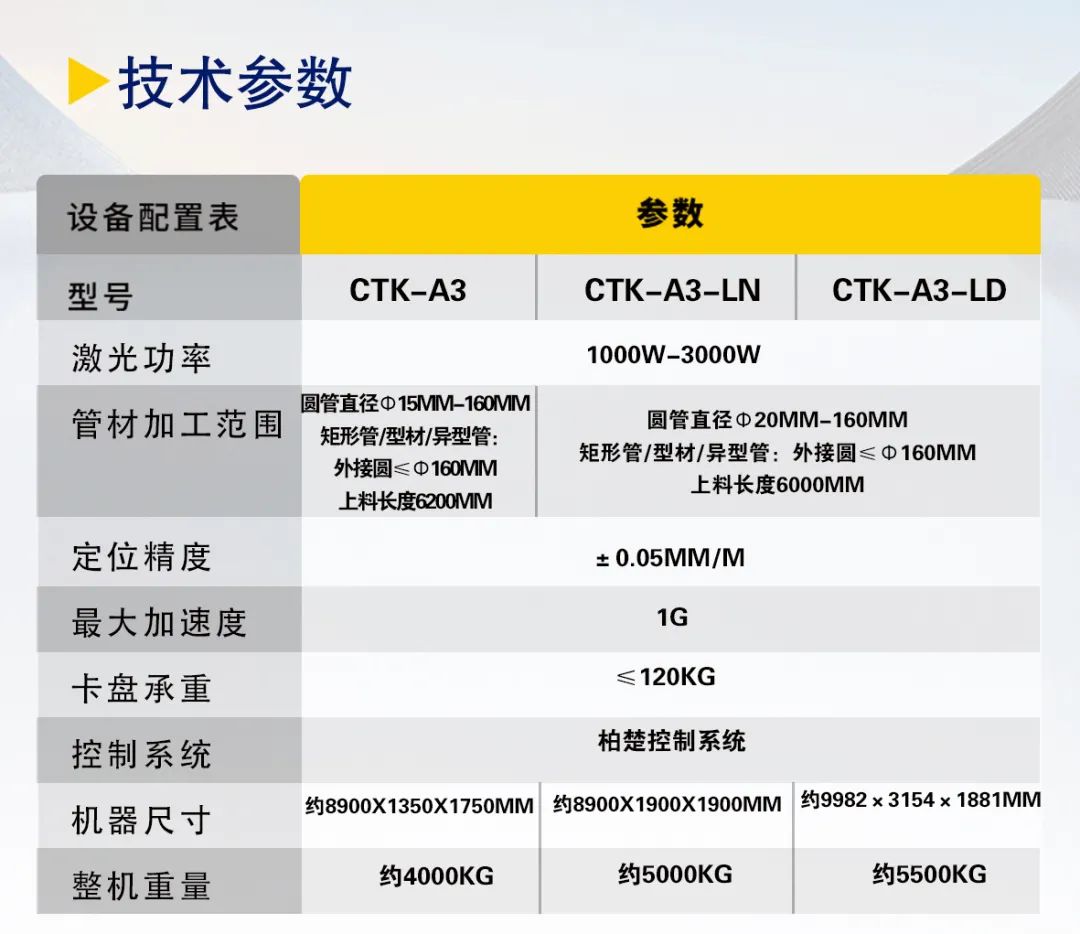
CTK-A3全能型3D激(jī)光切管機
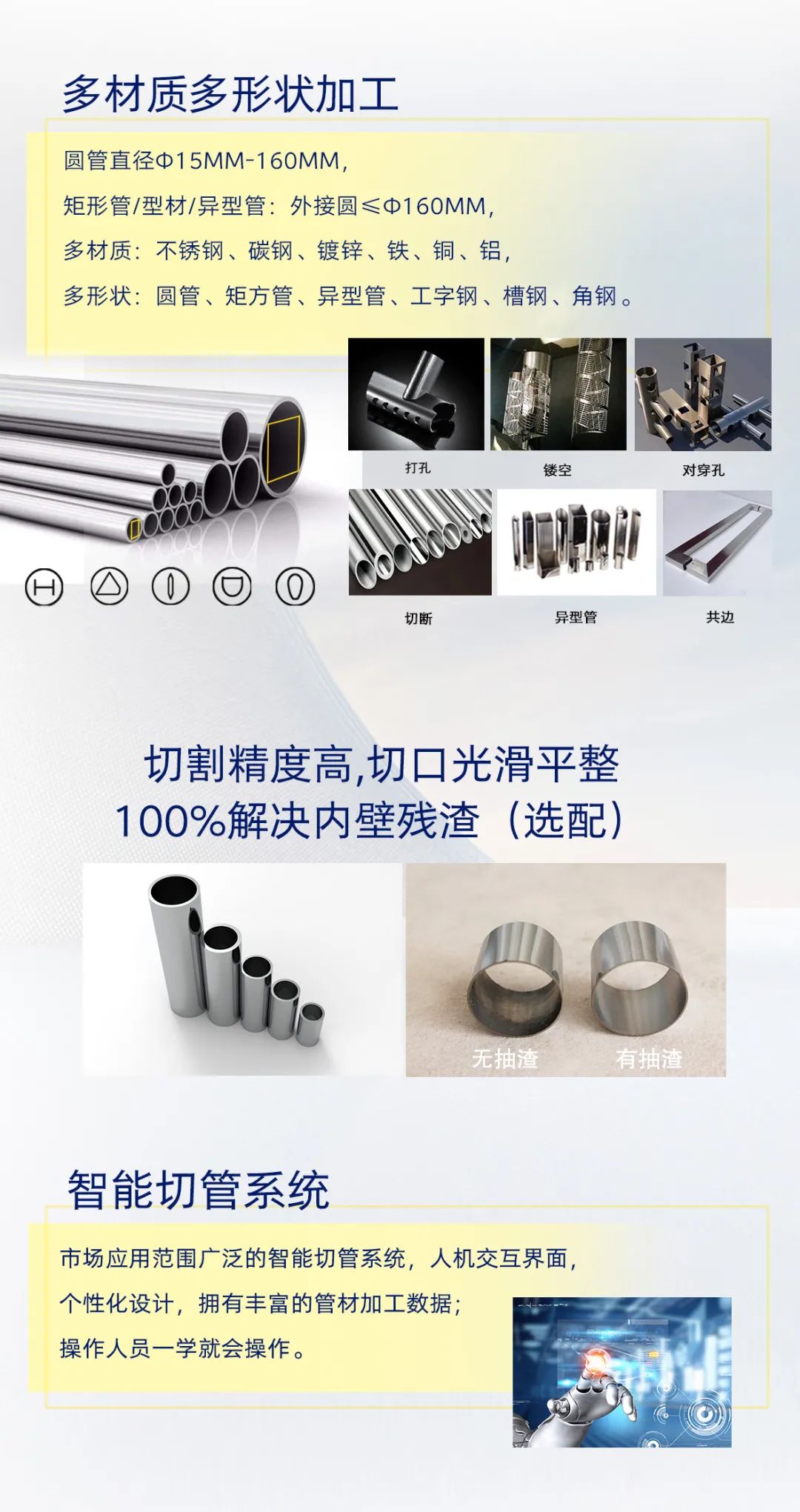
1. 經濟限量機型:多材質、多形狀、三(sān)維(wéi)加工,滿足客戶各種管材切(qiē)割需求。
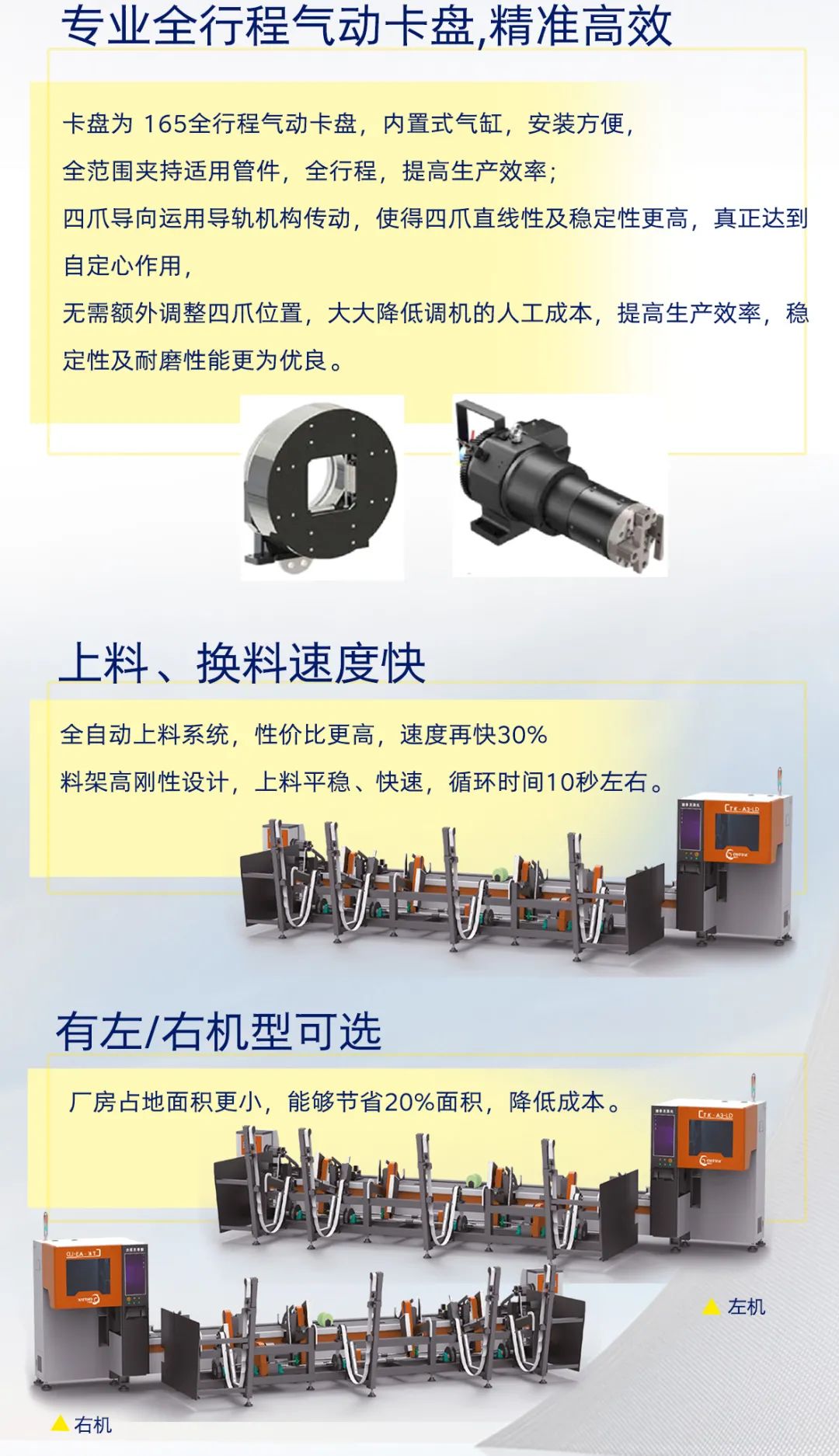
2. 優秀加(jiā)工(gōng)性能:全行程氣動卡盤,自動定心,切割穩定性(xìng)好,產品精度高。
3. 智能切管係統:交互(hù)界麵人性化設計,豐富的管(guǎn)材工藝數據庫,操作簡單方便(biàn)。
4. 左/右機型定製:可適應廠房擺放(fàng)位置,節省占地麵積,省人更(gèng)省空間。
5. 抽渣係統(選配):解決管材內壁渣滓無殘留,省去二次振動拋光工(gōng)藝。
6. 高效上料係統(tǒng)(選配):料架高剛(gāng)性設計,上料換(huàn)料平穩、快速,循環時間(jiān)約10秒。

在原來多道傳統工序中,是存在行業痛點的。
1. 小管加工易變形:
家具行(háng)業(yè)的金屬管材,尺寸規格多,以小(xiǎo)管為主,管材厚度在0.5-1.5mm之間(jiān),所以管材本身的剛(gāng)性強度低,容易受外力變形。傳統的加工工序,如鋸(jù)床下料、鋸(jù)床加工截麵(miàn)和斜(xié)麵、衝床衝孔、鑽床鑽孔等,均是通過外力擠壓,管材(cái)接觸麵(miàn)易變形,再加上多工序多人的加工流程,往往到最後的成品階段,管材表麵已經被劃傷甚至是變形,都需要二次人工修複(fù),耗時費力。
2. 加(jiā)工精度差:
金屬家具管材傳統(tǒng)加工方式下,是無法保證管材的整體精度的。無論(lùn)是鋸床、衝(chōng)床還是鑽床(chuáng)等(děng)設備加工(gōng),都存在加工(gōng)誤差,特別是自動化控製程度低的加工設備,工序轉序越多(duō),加工誤差累積越大。上述加工方式均需要人為幹預加工過程控製,人為誤(wù)差(chà)會疊(dié)加到最(zuì)後的產(chǎn)品精度誤差中。所以傳統(tǒng)多工序加工方式的產品精(jīng)度是沒有可控和保證(zhèng),到最後成品階段(duàn),人工修修補補是常態。
3. 加工效率低:
(1)鋸床對於多根管材的同步截斷斜切具有一定優勢,但是對於管材的開口(kǒu)切割效率低,需(xū)要改變鋸片的切入角度和(hé)位置,進行多次定位切割,既沒有效率又沒有可控精度。
(2)衝床對於圓孔、方孔這類(lèi)標(biāo)準型形狀孔(kǒng)的(de)批量衝(chōng)壓可以(yǐ)體現其效(xiào)率,但(dàn)家具行業管材拚接位與孔口類型需求多,如果都用衝床,則(zé)需(xū)要花費巨大的模具成本(běn)。
(3)鑽床一(yī)般隻可以加工圓形類孔,局限性較大。每一道工(gōng)序(xù)的加工限製和低效率,造就了整體產品產出的(de)低效率(lǜ)。
4. 人工成本高:
對於傳統工藝來講,一道(dào)工藝,一台(tái)設備,標配(pèi)一人(rén)操作與(yǔ)值守,如果產量更大,一道工具就需(xū)要配多台設(shè)備(bèi),同時配多個員(yuán)工操作,無形中對人工依賴程度高,而且難以推行標準化生產。如今,隨著行業轉型、人工成本上(shàng)漲,許多企業老板都有同感,工人流動性大,難請難管理,工資越來越高。
5. 產品質量(liàng)差:
管材加工完成後的精度和質量(liàng)都直接影響最後(hòu)成品的(de)效果。毛刺、加工周邊變形、管材(cái)內壁髒汙等這些對於高端家具製(zhì)造都是不允許的。然而(ér)無論(lùn)是(shì)鋸床切斷、衝床(chuáng)衝壓,還是鑽床鑽孔,無疑(yí)在加工管(guǎn)材後這些問題都會暴露無遺。後續工序的人工去毛刺、修整、清潔工作避免不了。
6. 靈活性嚴重不足:
現在消費者的需求日趨個(gè)性化,所以以後的家具設計肯定也是(shì)日趨個性化設計,而傳(chuán)統的(de)鋸床、衝床、鑽床等(děng)設備老套,簡單的工藝不能支(zhī)持新設計及創作靈感照進現實。傳統加工(gōng)模式的低效率、劣質(zhì)、高成本缺(quē)點會嚴重阻礙新產品的研發產出步伐,給占領市場先機拖後腿。
捷(jié)泰克激光切管機的全新換代,為以上家具行業痛點提供了很(hěn)好的解決方案,可替代(dài)傳統剪、衝、鑽、鋸等方式。三維切割能同時解(jiě)決切斷、開孔、弧口、開槽等工藝。此外,光纖激光高效的光電轉(zhuǎn)換效率(lǜ),卓越的(de)光束質量,高聚焦密度的激光能量,精細的切割縫(féng)隙(xì),在家具行業(yè)管材加工上可以大顯身手。
CTK-A3全能型3D激(jī)光切管機
1. 經濟限量機型:多材質、多形狀、三(sān)維(wéi)加工,滿足客戶各種管材切(qiē)割需求。
2. 優秀加(jiā)工(gōng)性能:全行程氣動卡盤,自動定心,切割穩定性(xìng)好,產品精度高。
3. 智能切管係統:交互(hù)界麵人性化設計,豐富的管(guǎn)材工藝數據庫,操作簡單方便(biàn)。
4. 左/右機型定製:可適應廠房擺放(fàng)位置,節省占地麵積,省人更(gèng)省空間。
5. 抽渣係統(選配):解決管材內壁渣滓無殘留,省去二次振動拋光工(gōng)藝。
6. 高效上料係統(tǒng)(選配):料架高剛(gāng)性設計,上料換(huàn)料平穩、快速,循環時間(jiān)約10秒。